
Warum Verfestigungsstrahlen
- steigert die Schwingfestigkeit im Zeit- und Dauerfestigkeitsbereich
- steigert die Beständigkeit gegen Spannungsriss- und Schwingungsrisskorrosion
- verhindert die Entstehung und Fortpflanzung von Rissen
Das Verfahren ist bei allen metallischen Werkstoffen anwendbar!
Eine höhere Schwingfestigkeit steigert entweder die zulässige Belastung eines Bauteiles oder die Sicherheit eines vorhandenen Bauteiles wird erhöht.
Das Bauteil wird entweder dauerschwingfest oder die Zeitfestigkeit wird erhöht.
Beispiele:
- Höhere Leistung bei gleichem Gewicht oder geringeres Gewicht bei gleicher
Leistung - Höhere Leistung bei gleicher Abmessung oder kleinere Abmessung bei gleicher Leistung
- Höhere Leistung bei gleichem Werkstoff oder größere Werkstoffauswahl bei
gleicher Leistung - Höhere Leistung bei gleicher Oberflächenqualität oder niedrigere Anforderung an die Oberflächenqualität bei gleicher Leistung
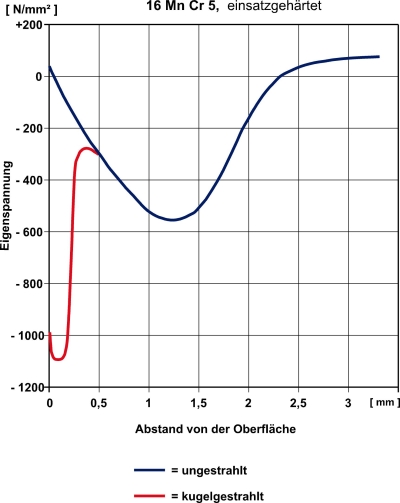
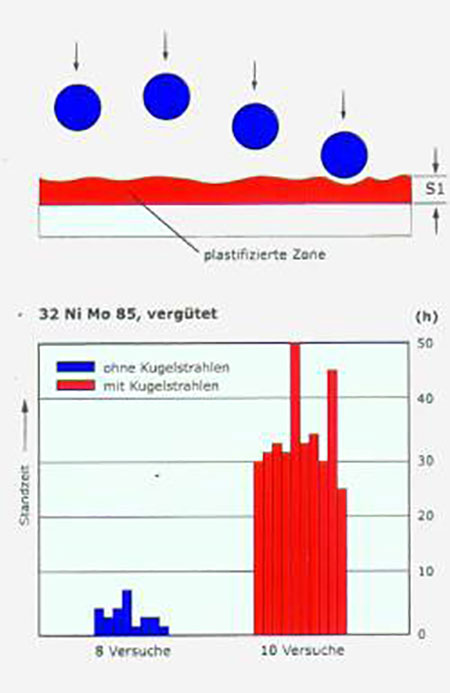
Die elastische Verformung induziert in der plastifizierten Zone hohe Druckeigenspannungen. Das Bauteil wird durch die induzierte Druckeigenspannung an bzw. unter der Oberfläche von externen Zugspannungen entlastet und die Dauerschwingfestigkeit und die Beständigkeit gegen Spannungsriss- und Schwingungsrisskorrosion wird gesteigert. Gleichzeitig wird die Entstehung und Fortpflanzung von Rissen verhindert.
Die Steigerung der Schwingfestigkeit ist bei Bauteilen mit hohen Kerb- und Formfaktoren, bei hohen Torsions- oder Biegespannungen, bei Stoßbelastungen, hochfesten und gehärteten Bauteilen relativ zur Ausgangsfestigkeit am größten.
Strahlen lässt sich darüber hinaus zum Verdichten, Reinigen, Strippen, Strukturieren, Aufrauen, Mattieren, Glätten, Entgraten, Abtragen, Trennen, Gravieren und zum Umformen von dünnwandigen Bauteilen im elastischen Bereich einsetzen.
Wirkung des Verfestigungsstrahlens
Beim Verfestigungsstrahlen werden durch gezielten Beschuss mit durch Pressluft oder Fliehkraft beschleunigten, kugelförmigen Partikeln, die wie winzige Schmiedehämmer wirken, begrenzte plastische und elastische Verformungen in der Bauteilrandschicht erzeugt. Bei der Herz`schen Pressung werden die plastischen und elastischen Verformungen unter der Oberfläche erzeugt. Beide Wirkungen treten stets nebeneinander auf und werden durch die Strahlkenngrößen beeinflusst.
